Sản phẩm tráng men toàn phần là loại xu hướng chủ đạo của ngành gạch men trong nước trong mười năm qua và lỗi lỗ kim trên men là lỗi phổ biến nhất trong quá trình sản xuất sản phẩm tráng men toàn phần và đây cũng là một trong những lỗi sản xuất khó có thể tránh khỏi hoàn toàn, ảnh hưởng trực tiếpảnh hưởng đến chất lượng men, hiệu ứng của sản phẩm và tốc độ tuyệt vời của thành phẩm. Có nhiều yếu tố gây ra khuyết tật lỗ kim, bao gồm phôi, men, thông số quy trình sản xuất và hệ thống nung, v.v. và men bao gồm men toàn phần và men mặt, bài báo này chủ yếu nghiên cứu ảnh hưởng của thành phần công thức men mặt đến khuyết tật lỗ kim, thảo luận về mối quan hệ giữa tỷ lệ thông lượng và tổng lượng trong công thức có phạm vi nung rộng và phạm vi ứng dụng rộng, và mối quan hệ giữa tỷ lệ vật liệu nhiệt độ cao và tổng thể tích, và thảo luận về giải pháp kiểm soát nhanh chóng và hiệu quả cũng như giảm khuyết tật lỗ kim trên men.
Thử nghiệm được thực hiện tại một doanh nghiệp gốm sứ nổi tiếng ở Thanh Nguyên, chiều dài lò nung là 325m, chu kỳ nung là 48 phút, nhiệt độ vòng nung là 1166-1168°C, men mặt được phủ bằng phương pháp cạo men, và men được phủ bằng phương pháp tráng men toàn phần, và số lượng khuyết tật lỗ kim trên diện tích 400mm x 800mm đã được tính toán. Thành phần của thân xanh, men toàn phần và nguyên liệu thô dùng cho men được sử dụng trong thử nghiệm được thể hiện trong Bảng 1.
2.1 Thử nghiệm ảnh hưởng của tỷ lệ thông lượng và tỷ lệ đất nung/nhôm nung lên lỗ kim
Nguyên bản: albite 12, fenspat kali 31, thạch anh 20, đất dao khí 10, nhôm nung 22, frit nhiệt độ thấp 3, nepheline 7, silicat zirconium 9.
Thử nghiệm 3 cấp độ hai yếu tố được thiết kế dựa trên hình vuông ban đầu, bao gồm yếu tố A – tỷ lệ thông lượng, yếu tố B – tỷ lệ đất nung/nhôm nung (thạch anh, đất nung bằng dao gas, lượng frit ở nhiệt độ thấp không đổi).
A: fenspat kali, albite cho nepheline theo tỷ lệ 3:1:3, mức A1 (albite / fenspat kali / nepheline = 11/28/10), A2 (albite / fenspat kali / nepheline = 10/25/13), A3 (albite / fenspat kali / nepheline = 9/22/16)
B: Nhôm cháy cho đất cháy theo tỷ lệ 3:5, B1 (nhôm cháy/đất cháy = 19/6), B2 (nhôm cháy/đất cháy = 16/11), B3 (nhôm cháy/đất cháy = 13/16)
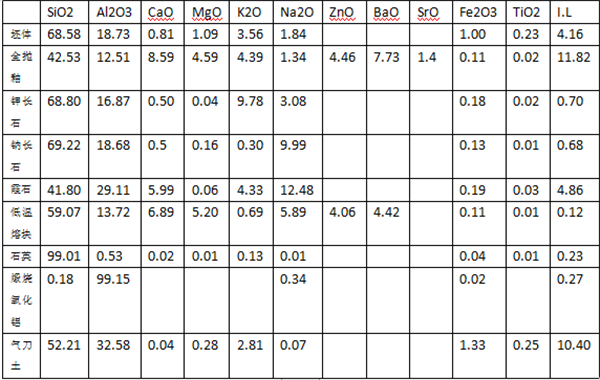
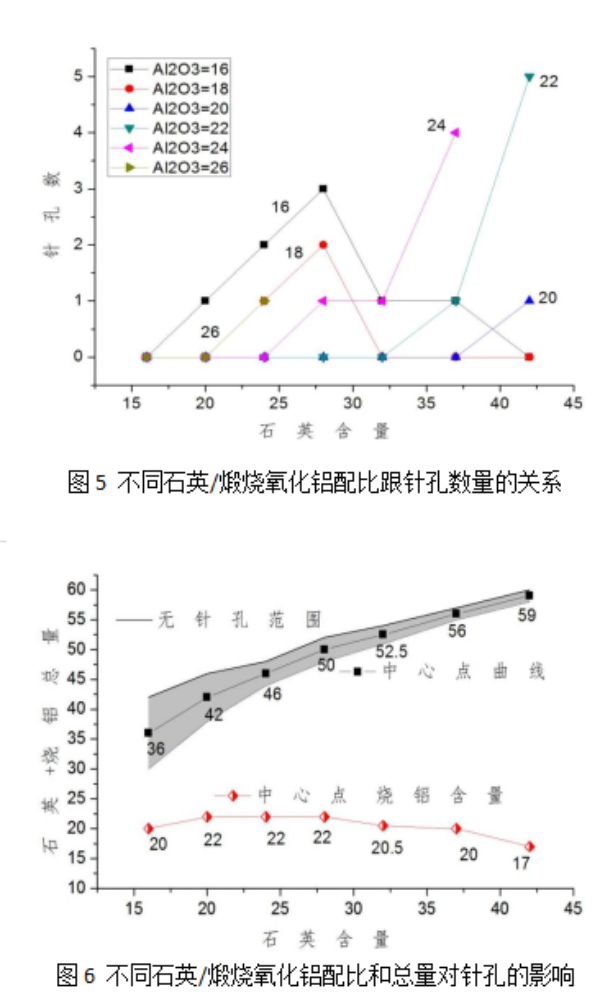
Có nhiều yếu tố gây ra khuyết tật lỗ kim, và việc hiệu chỉnh và tối ưu hóa thành phần công thức và phạm vi nung rộng của men toàn phần không có lỗ kim là đặc biệt quan trọng. Khi tỷ lệ nepheline trong công thức men tăng lên, tỷ lệ fenspat kali và albite giảm xuống, và tỷ lệ lỗ kim có xu hướng giảm. Khi tỷ lệ đất nung tăng lên, tỷ lệ alumina nung giảm xuống, và tỷ lệ lỗ kim có xu hướng tăng lên, và ngược lại. Hàm lượng đất và thạch anh trong công thức càng cao, diện tích không có lỗ kim càng hẹp, phạm vi của lỗ kim càng nhỏ.ứng dụng của công thức,Hàm lượng nepheline và alumina nung càng cao thì phạm vi ứng dụng của công thức không có lỗ kim càng rộng và phạm vi ứng dụng của công thức càng rộng.
(1) Lỗ kim được chia thành hai loại: lỗ kim nhiệt độ thấp và lỗ kim nhiệt độ cao, đặc điểm chung của lỗ kim nhiệt độ thấp là: số lượng lỗ kim lớn, kích thước nhỏ, kèm theo nhiều khuyết tật gai, men đáy đơn về cơ bản không hấp thụ hoặc rất ít; Đặc điểm chung của lỗ kim nhiệt độ cao là: số lượng lỗ kim nhỏ, kích thước lớn, nhiệt gai ít, kèm theo khuyết tật hố, men đáy đơn có khả năng hấp thụ mực nặng hơn.
(2) Đối với các khuyết tật lỗ kim trong sản xuất, trước tiên cần xác định đó là lỗ kim nhiệt độ thấp hay lỗ kim nhiệt độ cao, tùy theo tình hình thực tế, nên sử dụng nhôm oxit nung để xử lý lỗ kim nhiệt độ thấp, còn nên sử dụng nepheline để xử lý lỗ kim nhiệt độ cao.
(3) Thạch anh là vật liệu chịu nhiệt độ cao trong công thức men đáy để cải thiện nhiệt độ trưởng thành của men bề mặt và độ nhớt ở nhiệt độ cao ít rõ ràng hơn nhiều so với nhôm oxit nung, và hàm lượng thạch anh càng nhiều thì diện tích không có lỗ kim càng nhỏ, phạm vi càng hẹp.ứng dụng của công thức.
Nội dung từ FOSHAN CERAMIC MEGACINE
Thời gian đăng: 21-11-2022








